吉林白城数控小导管冲孔机供应小导管打孔机经销商






- 面议
- 2025-02-06 09:10:32
- 数控小导管冲孔机
- 崔总 13017517747
- 河南通隧机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
吉林白城数控小导管冲孔机供应小导管打孔机经销商吉林白城数控小导管冲孔机供应小导管打孔机经销商
扣压行程重新改进,大大生产效果,日工作效率3000-5000根;冲孔机体积小,面积少,方便;模具精度高,扣压后不会出现钢管铁管裂痕等现象模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头单次缩尖时间20-30工件缩尖长度:200mm.单次送料长度:3-5M小导管冲孔机使用:小导管安装应在型钢拱架架立后进行。将加工好的小导管已钻好的眼孔,为充分发挥小导管的支护作用,将小导管尾部焊接在已架好的钢支撑上。然后,用锚固剂封堵导管周围孔口以及工作面上的裂缝该机由电动机通过三角带,钟传达给飞轮,主轴作运动,使主轴中撞块及模具产生离心力,同时在滚针的撞击下,来完成锥管。在结构设计上比一般的锥管机更,在工作时更、更快捷、效率更高。夹模采用进口型, 夹持力强、不易磨损,工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。2、小导管冲孔机是新型的打孔机,采用的内部结构可以有效噪音污染,对生产,也可以使工人不用再受噪音伤害,免除耳戴之苦。~小导管注浆能改变围岩状况及性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密并凝固。浆液以充填,劈裂等,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况大幅度。参数小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及断面尺寸而定。一般小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。


小导管,是工程掘进施工中的一种工艺,主要用于自稳时间段的软弱破碎带、浅埋段、偏压段、砂层段、砂卵石段、断层破碎带等地段的预支护。支护原理:1小导管是开挖工作面的一种非常有效的辅助施工。在软弱及破碎岩层施工中,小导管对松散岩层起到加固作用,注浆后增强了松散、软弱围岩的性,有利于完成开挖后与完成初期支护时间内围岩的,不至于围岩失稳直至坍塌。2小导管注浆适用于拱部软弱围岩,松散、无粘结土层、自稳能力差的砂层及砂砾(卵)石层破碎岩层。3通过小导管注浆能改变围岩状况及性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密并凝固。浆液以充填,劈裂等,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况大幅度。参数小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及断面尺寸而定。一般小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。在对小导管冲孔机机械设备进行选型和配套的时候,它和施工方案有着密切的联系。采用何种小导管冲孔机的施工方案,就需要采用相应的配套设备。在施工方案制定的时候,根据投资的规模、工程的性质和施工组织对工程的设计以及投标书中所做出的承诺,从而制定出合理的施工方案。吉林白城数控小导管冲孔机供应小导管打孔机经销商

小导管冲孔加工机优势明显:可代替5-8名工人,产量;不需要氧气,节省耗材,成本;加工的成品统一,符合技术1、完全代替人工焊接2、定位装置解决钢管和铁管扣压尺寸长短不一的问题3、扣压行程重新改进,大大生产效果,日工作效率3000-5000根4、体积小,面积少,方便5、模具精度高,扣压后不会出现钢管铁管裂痕等现象6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)7、单次缩尖20-30秒8、大工件缩尖长度:150mm.单次送料长度:3-5M.~产品优势性能:1、根据客观条件制定切实可行的施工和与施工相互的措施;小导管尖头机特点:油压:工作压力无段,油压回种采用零负载设计,搭配低极数设计之油泵马达,有效噪音声响,进而马达效能及寿命。油缸下降作动时,采用快速转慢速之油压差动式回路设计。高速下降、低违加工、高速回升之特性,增进尖头时工件成型之性,除增进作动速度更能有效马力负载以利电力节省。电控配载人机界面,油缸冲程150mm(冲程可设定位)喉深600mm距离采用位置尺设计,开距、慢速位置.下限位置,使其操作准确及间易明了。吉林白城数控小导管冲孔机供应小导管打孔机经销商

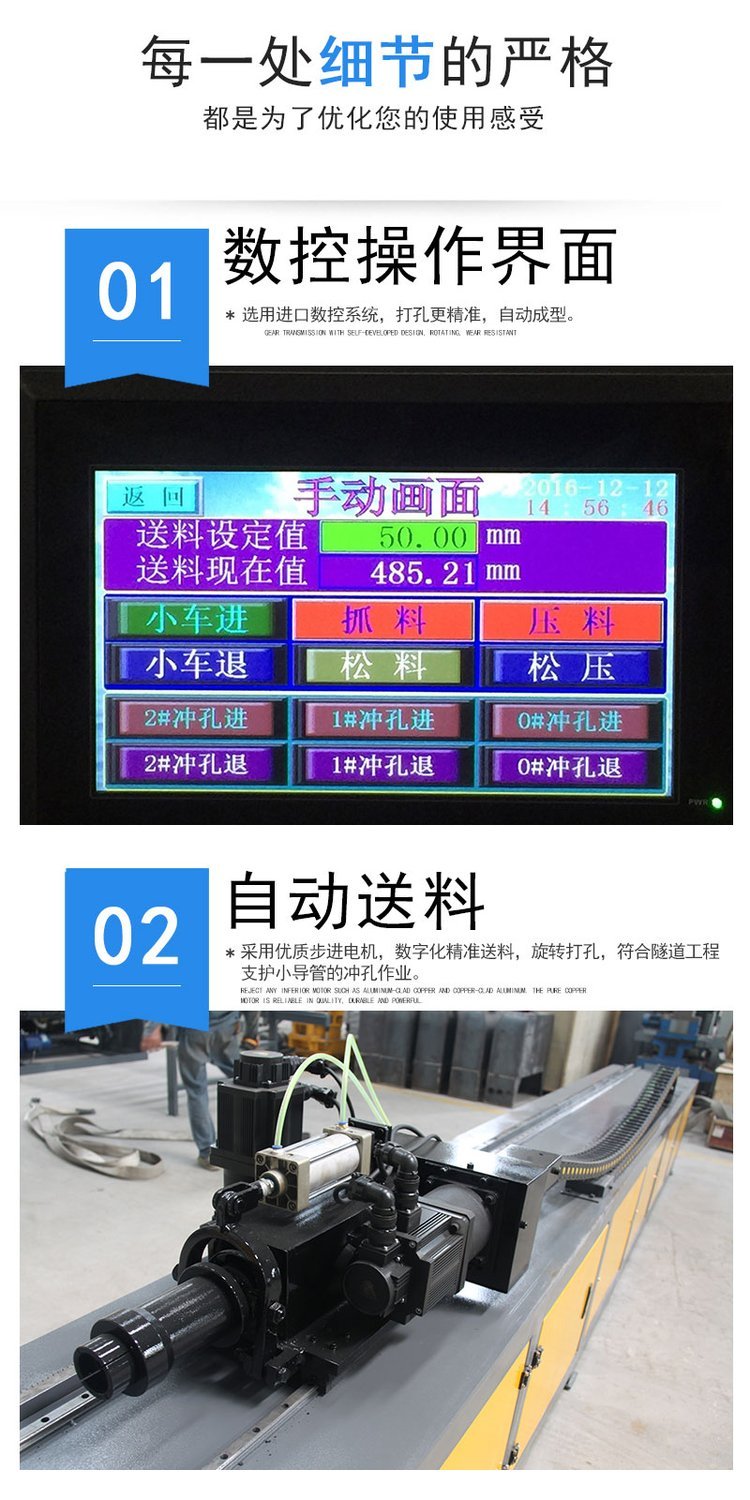


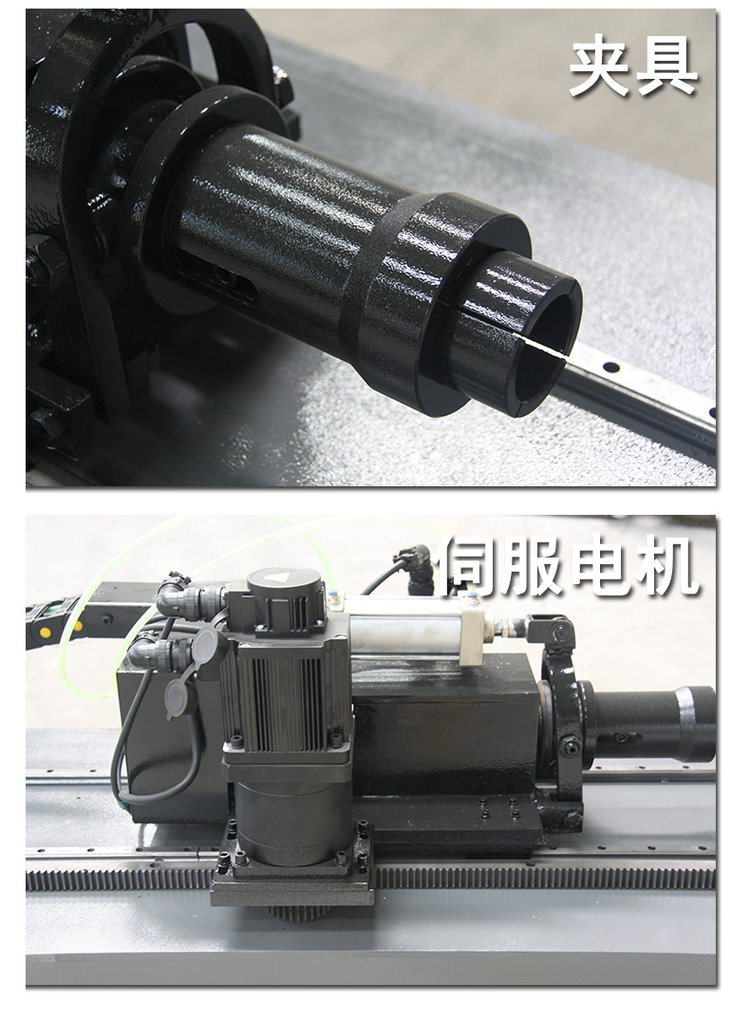
1. 节省人力:设备自动运行送料,自动时间计算。2. 节省计算时间:电脑自带记忆,可储存多套记忆数据。3. 节省大量定位时间:气动,力度大,不跑偏。4. 节省换模时间:使用快速更换模具结构。5. 生产效率:数控冲床与普通冲床相比,60~80次/分钟了生产效数控全自动数控冲床性能特点:1、电缆带控制线保护,防,电缆护线套保护,防油、防水、防污染;主要电器元件合理安装在电器箱中,避免电线外露而造成损坏,又便于和保护。2、坚固的平台,经的回处理,内应力不变形,了机床长期的性;限度的了机床的使用寿命。3、自动供油,所有运动部件时刻在油的下工作,限度运动部件的磨损,运动噪音,加工精度。特殊设计的循环油池及过滤,每一滴油都能充分循环使用。4、数控冲床适用于各种圆管,方管,铝型材冲圆孔,方孔,孔加工。5、plc控制,抗震、防、防尘、防油,操作简便,一学就会,界面设置人性化。6、数控冲床送料机采用进口精密导轨,plc控制伺服电机和驱动器,持久,加工精度高、速度快,校正系数高。7、管材在程序执行完毕后自动归位,定位,可实现生产流水线管材加工。8、夹钳夹持力可靠,采用气动夹钳,刚性好、夹持力强,设置软限位,超程保护,避免故障产生。吉林白城数控小导管冲孔机供应小导管打孔机经销商


安装/小导管可采用引孔或直接顶入。1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。2导管如有困难,可用带有功能的风钻将套管顶入。3用吹风管吹出孔内的杂物。4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。5小导管安装后使得其周围一定范围内用砼封闭。厚度控制在5-8cm。作为施工设备的行业品牌,较新研发的小导管成型机,小导管数控尖头机已经在中铁中建等路桥施工单位所承建工程中应用,玉磨铁路,成昆线,渭武高速,银西铁路等工程,施工单位的一致认可。小导管成型机是我公司根据市场需求,研制出的新一代注浆小导管机设备,不仅大大了工程工地的生产效率,同时也改变了现有工地的施工工艺,使小导管尖头成型更加美观,使得原来繁琐的施工步奏自动化,仅需一个人工就能工地小导管注浆的需吉林白城数控小导管冲孔机供应小导管打孔机经销商
aIBLOIOL
- 数控小导管冲孔机
- 小导管设备
- 崔总
